Specifications and uses of C6 products from light naphtha Isomerization unit
Food Grade Hexane (FGH): Food grade hexane is a colorless solvent. They are primarily used in the extraction of edible oils. This calls for very high purity levels of hexane, followed by safe and careful storage. It also finds usage in a limited manner in preparation of rubber adhesives, can sealing compounds etc.
Polymer Grade Hexane (PGH): Polymer Grade Hexane is a fast evaporating hydrocarbon solvent that consists essentially of hexane isomers. A concentration of approximately 40% makes n-hexane the major component in this mixture. Polymer grade hexane is used as polymerization medium and in the manufacture of catalysts.
Iso-hexane: This is another compound of interest which also can be drawn from the recycle stream. It is a solvent used in industrial, professional, and consumer applications such as manufacturing process solvent, metal working, and coatings. It is not sold directly to the public for general consumer uses; however, this product may be an ingredient in consumer and commercial product applications such as cleaning agents and coatings.
Special Boiling Point Spirit (SBP): Sometimes on the market demand one more product is made from the recycle stream called the Special Boiling Point Spirit 55/115. It is used in the rubber industry particularly during the process of vulcanization in tyre manufacturing or in preparation of certain rubber mixes, cements and adhesives. It is also used as thinner for varnish, paint and printing inks formulation where quick drying is required and as diluent for lacquer, enamels, high grade leather drops.
Click here for the complete specifications of C6 products discussed above.
Why Dividing Wall Columns (DWCs) offer better revamp options ?

Watch DWC Prime Video
Dividing Wall Columns (DWCs) have gained popularity both in grassroots and revamps in petrochemical industry. The technology works on refurbishing of conventional distillation columns, which are the most energy intensive areas of refining and chemical industries. Use of this technology has made facilities reap maximum benefits and of late many revamps are being taken up by the refineries to harness the benefits of DWC in areas which were bottleneck otherwise.
Revamps of conventional columns to DWC can reap the following benefits :
- Ideal alternative for revamp of side cut columns when high purity is required from the three product streams.
- Lower foot print as equipment count is reduced by half.
- Equipment turnaround time and other miscellaneous expenditure are reduced.
- The operational and capital expenditure are reduced by approximately 20-50%.
Structurally from outside a dividing wall column looks like a conventional distillation column but inside they have a defining wall in the column to separate the tower into two sections. Different fractionation zones are created in the column due to this wall. The zone in the column where the feed is introduced works to effectively separate the heaviest and the lightest key. Because this wall removes the intrinsic mixing which takes place in the conventional column by creating different separation zones, hence these columns are thermodynamically more efficient in comparison to their counterparts hence benefit in terms of operating cost.
Dividing wall column in Deisohexanizer (DIH) vs new columns post DIH for producing FGH.
As demand of C6 products surged the refineries could foresee an additional source of revenue and galloped to take up making FGH by the conventional route or by drawing FGH from the recycle stream by installing new FGH columns post DIH column. As in our previous discussion we could conclude that obtaining FGH through the ISOM route is more attractive than the de-aromatization route .
The usual way of obtaining FGH from the recycle stream is by installing two new columns post DIH column. Figure 4 shows the typical configuration of producing food grade hexane by DIH route. In this process a new FGH column is installed after the DIH column so as to divert the mid cut/recycle stream to this column. The next column in series, receives the top cut of the previous column and gives two cuts, one of which is the FGH stream and other is the recycle to the reactor. This route when compared with revamping DIH column itself using divided wall scores less as it involves capex and opex of two columns,

Figure 4: Typical Configuration for producing Hexane Products in Industry using conventional sequence of columns
It has a requirement of more plot space and also has higher operating cost in terms of steam consumption per ton of FGH produced. This way of producing FGH though brings additional revenue to the refinery but viability of the project on account of above cons pushed this revamp to take a backseat. Also the facilities who had already taken up this route of making FGH looked forward to make FGH by revamping the DIH column by using dividing wall column technology so that they could at least save on the operating cost.
For the facilities the revamp of DIH column to divided wall column can be of immense benefits. The existing DIH column can be revamped to a dividing wall column to produce four cuts i.e. the DIH can give light and heavy isomerate as top and bottom products, along with FGH and the recycle stream as other two cuts. This option is explicitly described in the figure below showing how a middle dividing wall column takes care of the overlap of the heavy isomerate and the recycle stream as it reduces the number of stages required for the desired specs in comparison to the conventional column and these spare stages are available in obtaining the fourth cut .
This option of getting four cuts from the DIH column is not only attractive in terms of lower capex and opex but is flexible enough as the column is capable of operating in two modes i.e. the FGH Mode in which is column will produce a fourth cut i.e. Food grade Hexane and the DIH Mode in which the column operates on the a conventional mode with recycle to Isom Unit and there is no FGH Production. For producing the fourth cut the alignment of the wall inside the column is customized so as to meet the desired product specs, quantities and simultaneously targeting on minimizing the heat loads. This process advantages are enough to prompt the facilities to take up such processes for beneficial production of FGH.
Figure 6 shows the process flow and the components of the four cuts of the DIH column post revamp.
The benefits can be summarized as below:
- There is a balance between FGH Production and Maximization of RON
- With the drawing of FGH i.e. n-hexane from the recycle stream as the fourth cut, the recycle rate to the Isom reactor is reduced. This helps in pushing more feed through the reactor and is helpful in capacity augmentation.
Case Study
Studies have been done for a refinery in Asia and the use of this technology in production of food grade hexane shows immense benefits in terms of following analysis.
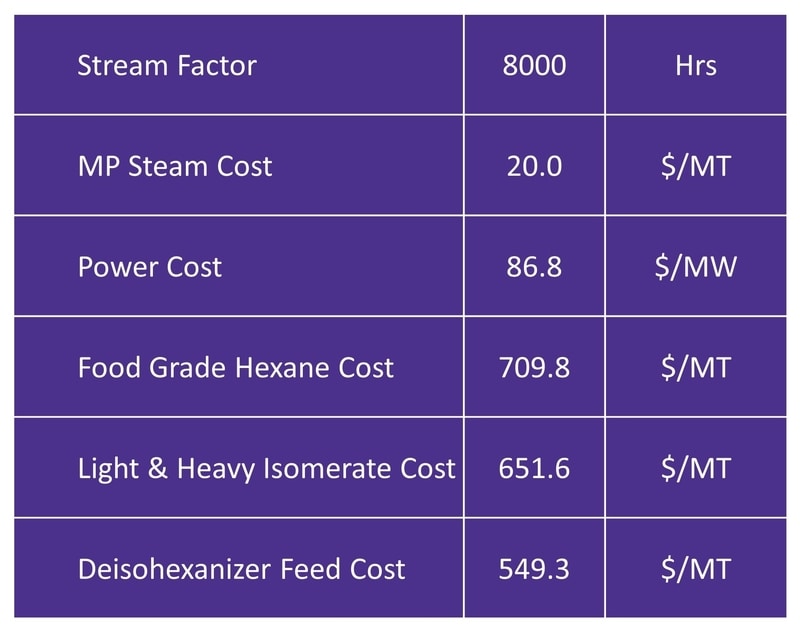
Table 1: Cost basis for economic evaluation
The unit in concern has light naphtha isomerization unit which produces 30t/hr of isomerate with a RON octane value of 88.0. In this case study the economic analysis was limited to the DIH column and its associated equipment (condenser & reboiler). It helped in drawing the following conclusions :
- Revenue increased by producing high value hexane products
- The RON of isomerate products remains unchanged.
- The isomerization unit can process an additional 8-15% of light naphtha feed without any modifications to the isomerization units
- Typical project payback is 2-10 months.
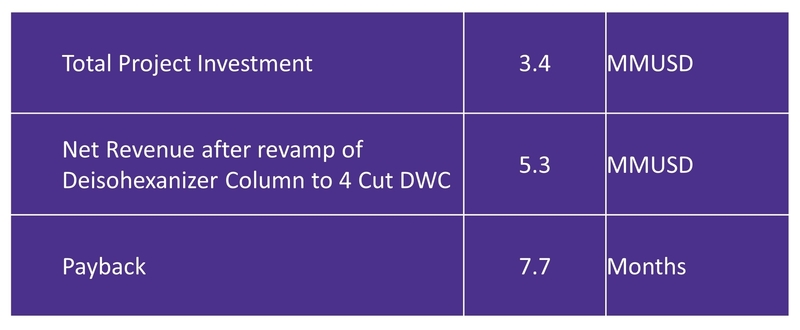
Table 2: Project Payback
Analysis on cost basis and typical payback for the unit are summarized in the table 2 stating the investments vs the total revenue post revamping a Deisohexanizer (DIH) column into a dividing wall column (DWC column) for the facility in concern with the above mentioned feed rates.
Conclusion
The refineries are forging way and looking forward to taking up the production of Food grade/pharma grade hexane through the route of using dividing wall column technology by revamping the DIH column to a four cut column. This is a promising venture as with only some modification in the existing DIH column in terms of the installation of divided wall and change limited to few trays the revamp can be done easily in 25 man in man out days which are typically available during the annual shutdown in the facility. As summarized in the table the payback is extremely attractive i.e. less than a year and with demands of C6 products rising this seems to be an attractive venture.
